
LEVER

Figure 1: Plan of a assembled lever (steel with ruby pallets)
With the escape wheel and the double plate, the lever is a component of the escapement. The shape of the lever and its interaction with the escape wheel and the roller (itself integral to the balance staff) allow it to transform the rotational movement of the gear train into an oscillatory movement. Additionally, when the balance wheel freely oscillates, the lever pallets block the escapement wheel and, consequently, the entire gear train and the barrel.
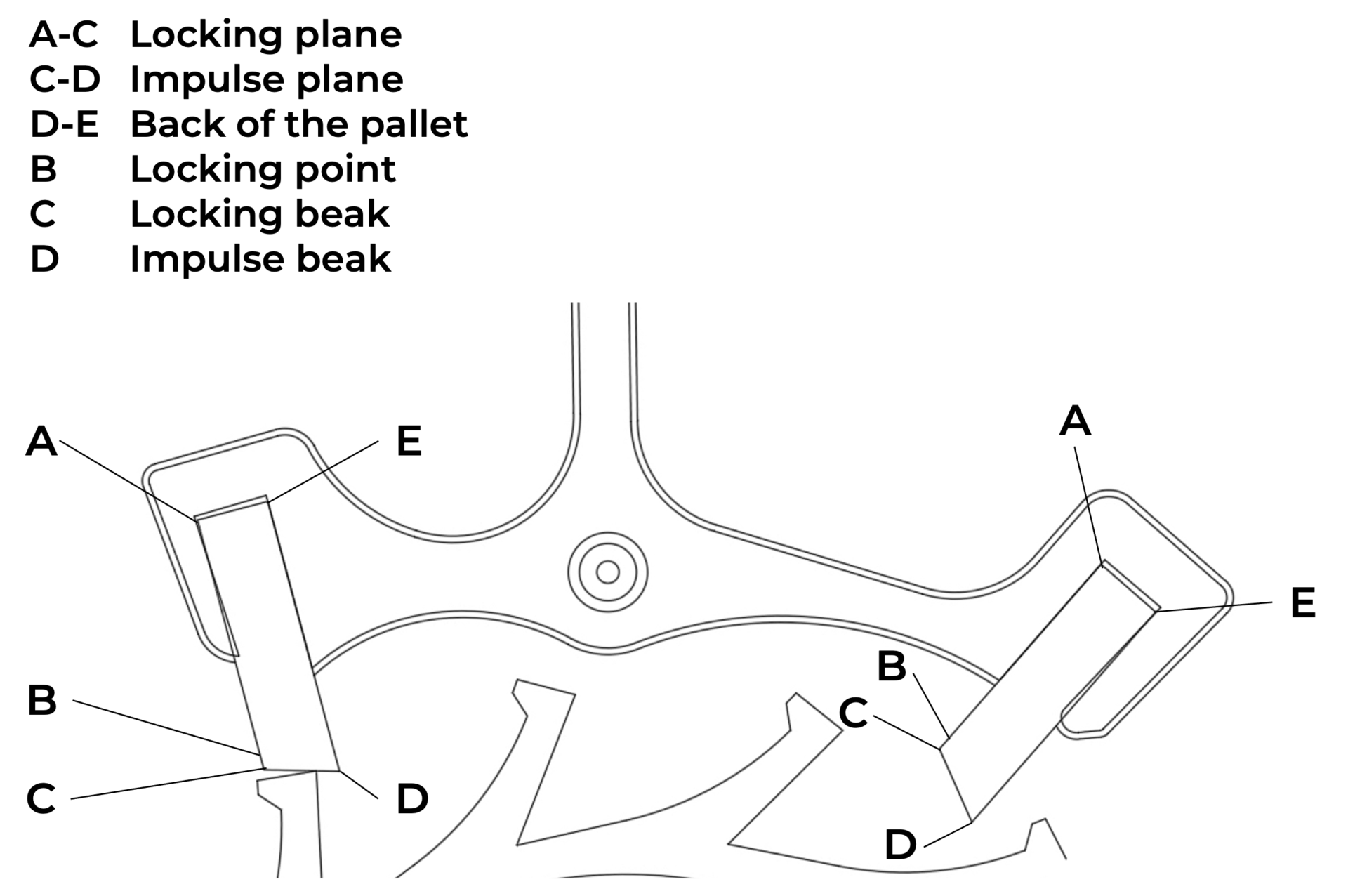
Figure 2: Detail of the pallets
The lever (or anchor) gets its name from its shape and appears in different types of escapements. The lever of the swiss lever escapement has two ruby pallets that successively block the teeth of the escape wheel. When the balance wheel completes its free oscillation, the pallet staff releases the lever, which pivots slightly. The tooth of the escapement wheel, previously blocked, imparts its impulse to the lever in a brief rotational movement through the impulse plane of the lever. This, in turn, is directly transmitted to the balance wheel by the lever fork located opposite the pallets.
The lever plate is usually made of steel or, nowadays, silicon. It is typically screwed on
to the Pallet-staff (its axis). The fork is cut directly into the lever plate. At its base, the brass guard-pin is inserted into the centre of the fork on the lower plane. The fork and the guard-pin transmit the impulses received from the escapement wheel to the balance spring. Conversely, they are disengaged by the impulse jewel to release the energy of the movement and receive a new impulse.
The fork works with the impulse jewel and the bigger roller. The guard-pin works with the smaller roller. While the fork and the impulse jewel enable disengagement and impulse functions, the fork in its interaction with the bigger roller and the guard-pin in its interaction with the smaller roller secure the escapement during shocks that would otherwise block the entire mechanism due to a tipping phenomenon.
The use of a lever in different types of clock escapements and later in watches dates back to the early 18th century when Thomas Mudge invented the Swiss lever escapement in 1754. This type of escapement has been widely used since the dawn of the 20th century. The lever, however, has not undergone significant evolutions since its invention.
Until the late 19th century, watchmakers frequently compensated for the balance defects of the lever, resulting from its asymmetrical shape, by adding a counterweight. It was revealed that it is preferable to prioritize the lightness of the lever over its balance, and counterweights were subsequently abandoned.
Other historical milestones are related to the materials used. Thus, the lever pallets, once made of natural ruby, have been replaced by synthetic corundum since the mid-20th century, as have all the stones in a watch. Finally, the advent of silicon in the early 21st century allowed the production of lighter, more robust, and non-magnetic levers.
The most artisanal method to manufacture a lever involves tracing and then cutting the lever profile from a steel plate using a hacksaw. Final dimensions are achieved through filing and smoothing surfaces. The block that’s holding the guard-pin is transferred and fixed to the lever plate by two feet for precise and stable positioning. The cylindrical guard-pin at the block is flattened by forging and filing to ensure its function. The pallet-staff is turned and then pivoted.
Old manual machines or more modern motorized ones can be used to grind the ruby pallets to their exact dimensions and control the angle of the impulse planes. Once the lever components are manufactured and decorated, the craftsman proceeds to its assembly. The guard-pin is driven into its block, the plate is usually screwed onto the lever-staff, and the pallet stones are held in their position by shellac, which, when heated slightly, allows for the exact adjustment of each pallet’s position and firmly secures it when cool.
On an industrial scale, the lever staff is turned on a screw machine before its pivots are rolled. Stamping is particularly suitable for the fabrication of the plate, although it can also be machined. The pallets are produced on automatic machines with diamond grinders. Depending on the level of finishing required, the lever rolls may be polished by hand or in polishing drums. Finally, the use of glue to fix the pallets now supersedes shellac in industrial production.
Microfabrication technologies have profoundly transformed the production of certain watch components, particularly those of the escapement. Among these processes, manufacturing by UV-LIGA and by silicon etching (DRIE) makes it possible to produce levers with extremely high geometric precision, difficult to achieve using traditional machining methods.
These processes are based on techniques derived from microelectronics and allow the production of parts with complex profiles, controlled surface finishes, and near-perfect industrial repeatability in materials known for their non-magnetic properties.
Unlike conventional methods (milling, stamping), UV-LIGA and silicon processes:
- Eliminate mechanical stresses during manufacturing
- Involve non-magnetic materials
- Remove tool-related defects (tool radius, burrs)
- Provide superior precision and repeatability
They are part of the evolution toward high-precision watchmaking, combining traditional craftsmanship with advanced technologies.
The production of levers using UV-LIGA and silicon through the DRIE process illustrates the integration of microfabrication technologies into contemporary watchmaking. These methods improve the precision, consistency, and performance of escapements while opening the way to new designs.
Today, they complement traditional manufacturing methods, particularly in high-end technical watchmaking and in the industrial production of high value-added components.