
L’ANCRE

Figure 1: Plan d’une ancre (planche en acier et palettes en rubis)
Avec la roue d’échappement et le double plateau, l’ancre est un composant de l’organe de distribution (ici l’échappement à ancre suisse).
La forme de l’ancre et son interaction avec la roue d’échappement et le double plateau (lui-même solidaire de l’axe du balancier) lui permettent de transformer le mouvement rotatif du rouage de finissage en un mouvement oscillatoire. De plus, lorsque le balancier effectue librement son oscillation les palettes de l’ancre bloquent la roue d’échappement et donc l’ensemble du rouage de finissage et le barillet.
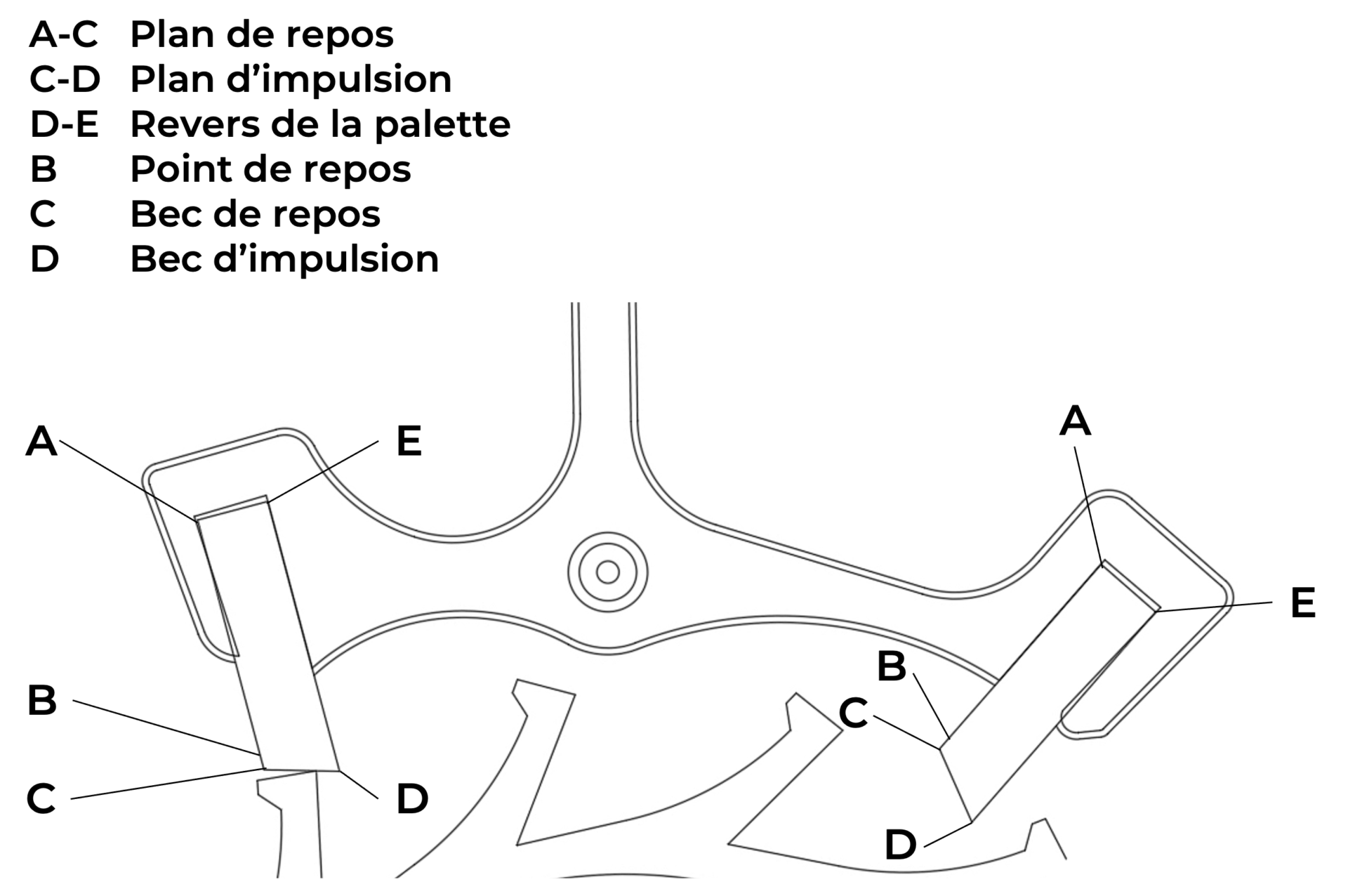
Figure 2: Détail des palettes
L’ancre doit son nom à sa forme et apparait dans différents types d’échappement. L’ancre de l’échappement à ancre suisse, comporte deux palettes en rubis qui bloquent successivement les dents de la roue d’échappement. Lorsque le balancier termine son oscillation libre, la cheville de plateau libère l’ancre qui pivote légèrement. La dent de la roue d’échappement jusqu’alors bloquée transmet, dans un bref mouvement de rotation, son impulsion à l’ancre par le plan d’impulsion de l’ancre qui, par mouvement de bascule est directement transmise au balancier par la fourchette de l’ancre située à l’opposé des palettes.
La planche de l’ancre est généralement en acier ou en silicium. La planche de l’ancre est vissée ou chassée à la tige d’ancre (son axe). La fourchette est découpée directement dans la planche de l’ancre. A sa base un plot reçoit le dard en laiton qui est chassé au centre de la fourchette au plan inférieur. La fourchette permet de transmettre les impulsions reçues de la roue d’échappement au balancier-spiral via la cheville de plateau. Inversement, la cheville de plateau opère le dégagement (c.f. L’échappement à ancre suisse) lorsqu’elle entre au contact de la fourchette permettant ainsi de libérer l’énergie du mouvement et de recevoir une nouvelle impulsion. La fourchette travaille avec la cheville de plateau et le grand plateau. Le dard travaille quant à lui avec le petit plateau. Si la fourchette et la cheville de plateau permettent les fonctions de dégagement et d’impulsion, la fourchette dans son interaction avec le grand plateau ainsi que le dard dans son interaction avec le petit plateau permettent de sécuriser l’échappement lors de chocs qui bloqueraient l’ensemble du mécanisme par phénomène de renversement.
L’usage d’une ancre dans différents types d’échappement d’horloges puis de montres date du début du 18ème siècle. Et Thomas Mudge invente l’échappement à ancre suisse en 1754. C’est ce type d’échappement qui est largement le plus utilisé depuis l’aube du 20ème siècle. En soit l’ancre n’as pas connu de grandes évolutions depuis son invention. Jusqu’à la fin du 19ème siècle, les horlogers compensaient fréquemment les défauts d’équilibre de l’ancre dus à sa forme asymétrique en y apposant un contrepoids. L’histoire révélera qu’il est préférable de privilégier la légèreté de l’ancre à son équilibre et les contrepoids ont dès lors été abandonnés. Les autres jalons historiques sont liés aux matériaux utilisés. Ainsi, les palettes de l’ancre, jadis en rubis naturel, sont depuis la moitié du 20ème siècle remplacés par des palettes en corindon synthétiques tout comme l’ensemble des pierres d’une montre. Enfin, l’apparition du procédé de fabrication UV LIGA (pour des ancres en nickel-phosphore) et de la gravure DRIE (pour des ancres en silicium) au début du 21ème siècle permet de produire des ancres plus légères, plus robustes et amagnétiques.
La méthode la plus artisanale pour fabriquer une ancre consiste à tracer puis découper au bocfil le profil de l’ancre dans une plaque d’acier. Les cotes finales seront atteintes par limage et adoucissement des surfaces. Le plot qui tient le dard sera reporté et fixé à la planche de l’ancre par deux pieds pour un positionnement précis et stable. Le dard cylindrique au niveau du plot est aplati par forgeage limé pour assurer sa fonction. La tige de l’ancre sera tournée puis pivotée. Des machines anciennes et manuelles, ou plus récentes et motorisées permettent de meuler les palettes en rubis afin de leur donner leurs dimensions exactes et de contrôler l’angle des plans d’impulsions. Une fois les composants de l’ancre fabriqués et décorés, l’artisan procède à son assemblage. Le dard est ainsi chassé dans son plot, la planche est généralement vissée sur la tige d’ancre et les palettes maintenues dans leurs pinces par de la gomme laque qui permet, en la chauffant légèrement, d’ajuster la position exacte de chaque palette et d’en assurer fermement la fixation lorsqu’elle est froide.
A l’échelon industriel, la tige de l’ancre sera tournée sur une décolleteuse avant que ses pivots ne soient roulés. L’étampage est particulièrement adapté à la fabrication de la planche, bien que celle-ci puisse également être usinée. Les palettes sont produites sur des machines automatiques dotées de meules en diamant. Selon le niveau de finitions requis on polira les planches d’ancre à la main ou en masse dans des tambours de polissage. Enfin, l’usage de colle pour fixer les palettes supplante aujourd’hui la gomme laque dans la production industrielle.
Les technologies de microfabrication ont profondément transformé la production de certains composants horlogers, en particulier les composants de l’échappement. Parmi ces procédés, la fabrication par UV-LIGA et celle par gravure du silicium (DRIE) permettent d’obtenir des ancres d’une précision géométrique extrêmement élevée, difficilement atteignable par les méthodes traditionnelles d’usinage.
Ces procédés reposent sur des techniques issues de la microélectronique et permettent la réalisation de pièces présentant des profils complexes, des états de surface maîtrisés et une répétabilité industrielle quasi parfaite dans des matériaux réputés amagnétiques.
Contrairement aux méthodes classiques (fraisage, étampage), les procédés UV-LIGA et silicium :
- Suppriment les efforts mécaniques lors de la fabrication
- Concernent des matériaux amagnétiques
- Éliminent les défauts liés à l’outil (rayon de fraise, bavures)
- Permettent une précision et une répétabilité supérieures
Ils s’inscrivent ainsi dans une évolution vers une horlogerie de haute précision, combinant savoir-faire traditionnel et technologies avancées.
La fabrication des ancres par UV-LIGA et en silicium par méthode DRIE illustre l’intégration des technologies de microfabrication dans l’horlogerie contemporaine. Ces procédés permettent d’améliorer la précision, la régularité et les performances des échappements, tout en ouvrant la voie à de nouvelles architectures.
Ils constituent aujourd’hui un complément aux méthodes traditionnelles, particulièrement dans le domaine de la haute horlogerie technique et de la production industrielle de composants à haute valeur ajoutée.