
ESCAPE WHEEL ASSEMBLY

Figure 1: Plan of an assembled escape wheel
In the gear train of the movement, the escape wheel assembly follows the third wheel. Although the escape wheel assembly is a single, inseparable component, its pinion belongs to the counting and transmission organ (gear train), whereas its wheel forms part of the distribution organ (the escapement).
The Escape Wheel Assembly
Like other wheels, the escape wheel consists of a pinion and a wheel plate.
Pinion
The pinion is similar to those of other wheels. It is driven by the third wheel and belongs to the counting and transmission organ (gear train).
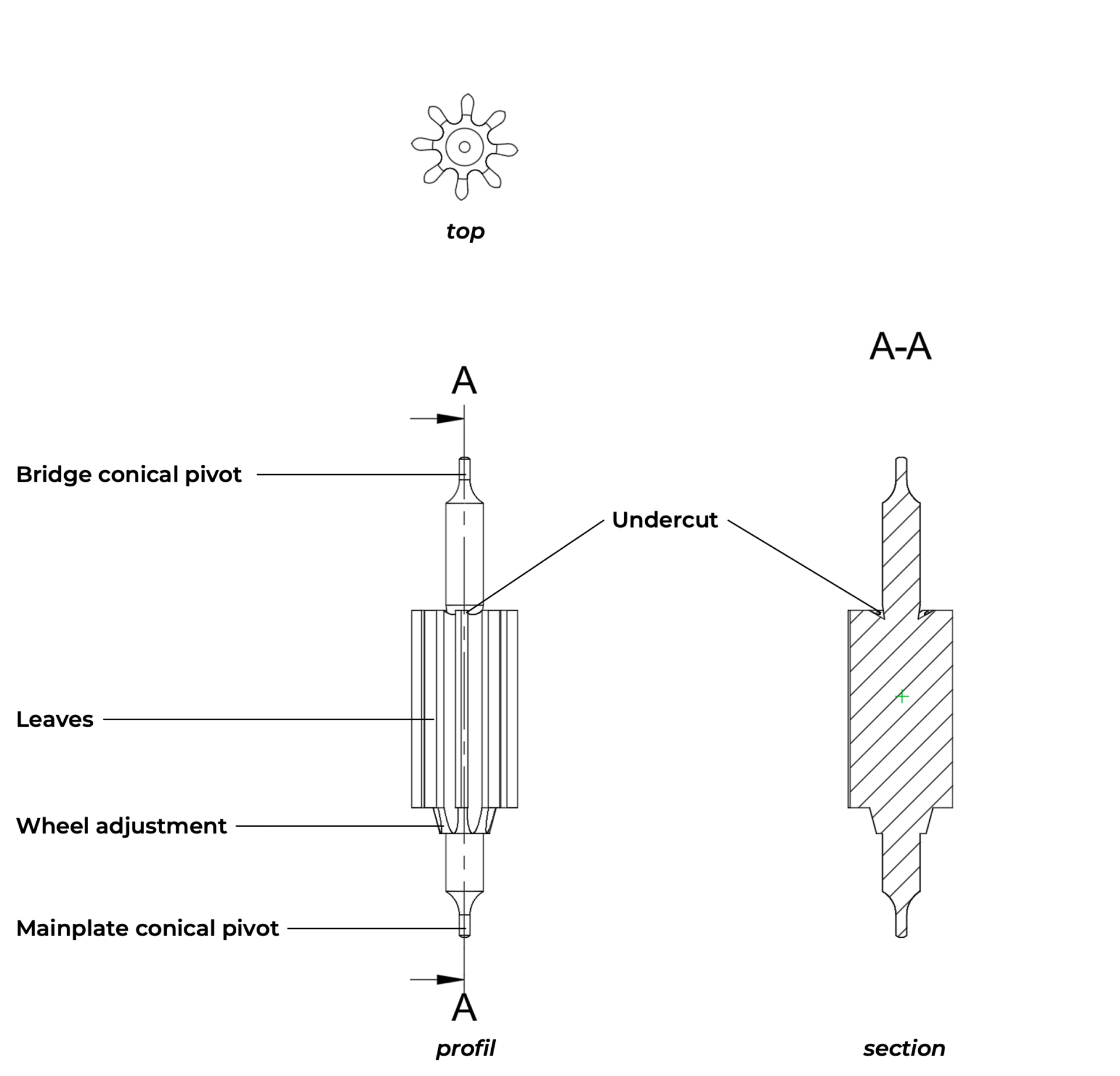
Wheel plate
The wheel plate is distinguished by the shape of its toothing and the material from which it is made. Usually of steel, the wheel may also be made of gold, nickel-phosphorus (NiP, by UV-LIGA), or silicon (DRIE), depending on the manufacturing method and the type of escapement. Steel is favoured when the escape wheel transmits its impulse to ruby pallets (as in the Swiss lever escapement). This material pairing optimally reduces friction, which explains the predominance of the Swiss lever escapement in over 99% of modern watches.
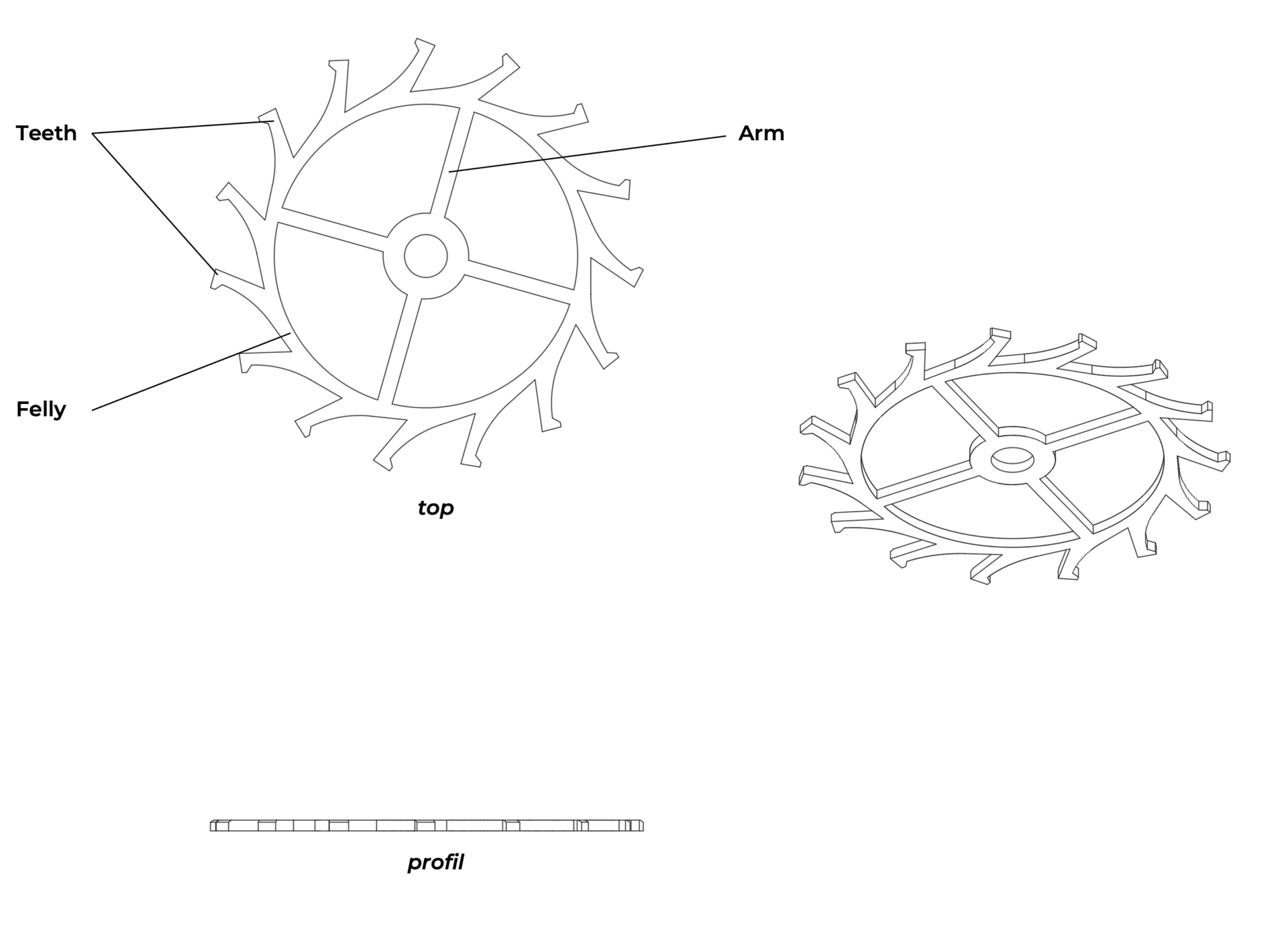
Four-arms geometry
Because of their small size and the rigidity of their material, escape wheels typically have only four arms (compared with five arms for the wheels of the gear train). This reduces weight, lightness being a crucial quality for the escape wheel in particular.
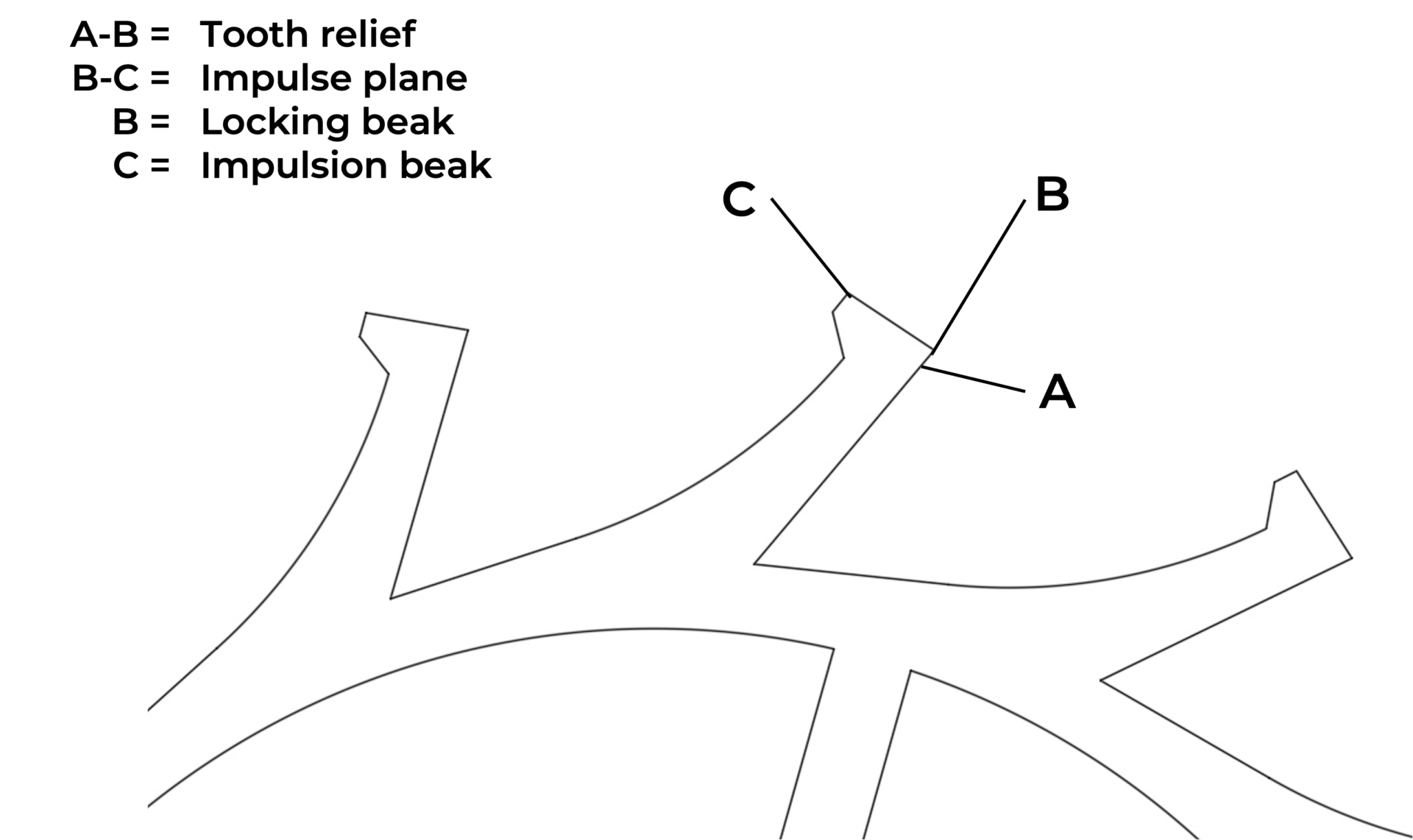
Special toothing
The distinctive toothing of the escape wheel is designed for its special interaction with the lever and its pallets. The lever, the escape wheel, and the double roller together constitute the escapement, which serves a dual purpose: to stop the movement when the balance wheel freely oscillates and to transmit regular impulses to the regulating organ by transforming the rotational movement of the gear train into an oscillatory movement of the regulating organ.
The first escapements appeared in China in the 8th century. They continued to evolve, exhibiting a multitude of diversities, and were the ongoing result of research and studies aimed at improving their performance. The lever was invented by British scientist Robert Hooke in 1657. It initially only regulated clocks and became widespread for its precision and low energy consumption. One of the greatest challenges for watchmakers of the 18th century was finding escapement types capable of functioning in a pocket watch, with minimal influence from the watch’s positions and shocks.
The English watchmakers were the most inventive and prolific in terms of escapements. It was another English watchmaker, Thomas Mudge, who invented… the Swiss lever escapement. This escapement was initially produced for high-end watches before becoming widespread and establishing itself between the late 19th century and the early 20th century, with industrialisation improving its precision and reducing manufacturing costs.
Progress in escapement calculations and the performance of tools and machines allowed, in the late 1960s, an increase in the number of teeth on the escape wheel, achieving higher regulation frequencies (up to 5Hz).
The latest and one of the most significant evolutions arrived at the beginning of the 21st century with the horological application of silicon produced by the photolithographic process. The advantages of this industrial method are numerous: escape wheels no longer require expensive cutters for tooth cutting, the material can be maximally lightweight, and it is non-magnetic.
Depending on the type of escapement, different materials may be used for the fabrication of the escape wheel plate, and the manufacturing operations may differ accordingly. In the case of a Swiss lever escapement, the escape wheel will generally be made of steel. The craftsman will proceed using the same method as for a traditional wheel plate. However, tooth cutting requires the use of up to four different mills. This can be done using a gear-cutting machine or a lathe with a dividing plate. The cost of mills and the numerous operations required for their production make the escape wheel an expensive component to manufacture.
Traditionally, the surfaces of the escape wheel are polished. This finishing prevents the oil, which limits friction between the escape wheel teeth and the lever pallets, from sliding off the flats of the wheel. A surface treatment of the wheel, called epilamation, also helps contain the oil in the tooth profile preventing it from spreading onto the plate surfaces.
Industrially, the escape wheel is turned and machined using an automatic lathe, which can also mill the arms of the plate. Tooth cutting is done on a gear-cutting machine and requires, in this case as well, the use of several mills and many cutting operations.
Microfabrication technologies have profoundly transformed the production of certain watch components, particularly those of the escapement. Among these processes, manufacturing by UV-LIGA and by silicon etching (DRIE) makes it possible to produce escape wheels with extremely high geometric precision, difficult to achieve using traditional machining methods.
These processes are based on techniques derived from microelectronics and enable the production of parts with complex profiles, controlled surface finishes, and near-perfect industrial repeatability in materials known for their non-magnetic properties.
Unlike conventional methods (gear cutting, milling, stamping), UV-LIGA and silicon processes:
- Eliminate mechanical stresses during manufacturing
- Involve non-magnetic materials
- Remove tool-related defects (tool radius, burrs)
- Provide superior precision and repeatability
They are part of the evolution toward high-precision watchmaking, combining traditional craftsmanship with advanced technologies.
The production of escape wheels using UV-LIGA and silicon through the DRIE process illustrates the integration of microfabrication technologies into contemporary watchmaking. These methods improve the precision, consistency, and performance of escapements while opening the way to new designs.
Today, they complement traditional manufacturing methods, particularly in high-end technical watchmaking and in the industrial production of high value-added components.